
There is an old adage explaining all machining as plates with holes. While orientations change and hole sizes and shapes vary, at the end of the day, it’s all plates with holes. Obviously, this is an oversimplification of the complex process that is subtractive manufacturing, but it’s an amusing old chestnut.
In those series of holes, a specific type of hole that is much more challenging to create, even though it seems pretty straightforward - threaded holes.
If we expand on the old adage, these threaded holes allow us to connect the various plates and eventually create machines. With threading, we aren’t just making parts, we’re making tools and devices and products.
But, making threads on parts isn’t always a simple task.
How to Make Threads
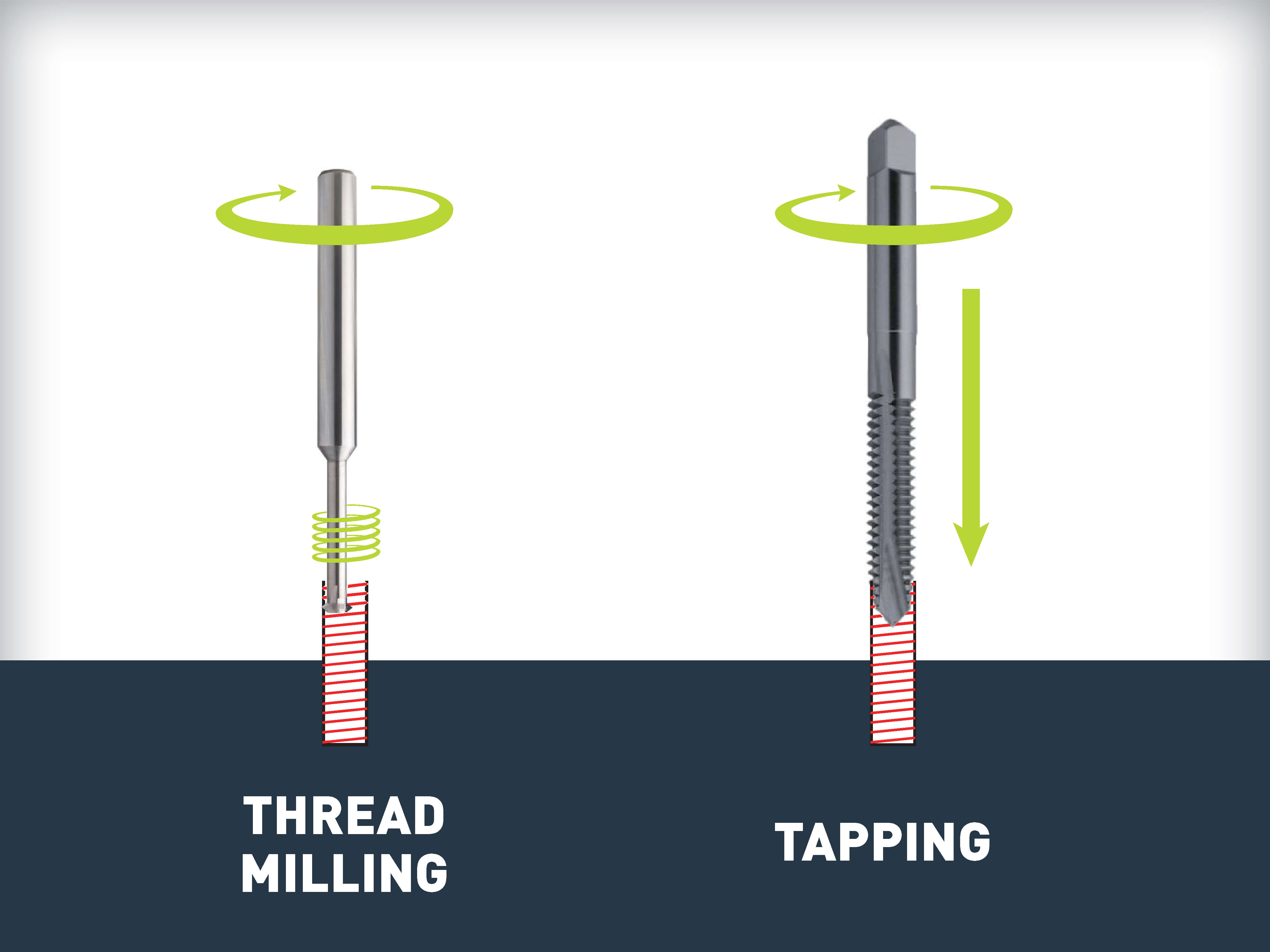
There are two main ways to make threads in a hole - tapping or thread milling.
Tapping is the process of using a tap to create the threads within a hole. Using this specific tool that is nearly the size of your hole (chosen based on size of the hole and thread geometry), a user can hand-turn, compression or rigid tap with a machine, or use a tapping arm.
Thread milling is the process of cutting threads with a tool that is smaller than the hole, and machining out the threads as the tool makes a helical toolpath within the hole. Because thread milling requires coordinated movements of the thread mill, using CNC is really the only way to go for this process.
Thread Milling Vs Tapping
There are certain circumstances that might require thread milling specifically or can only be done with a tap, but for many operations they can be interchangeable. So, how do you choose one over the other?
In the world of CNC, tapping is best suited for through-holes, though it can be used in any hole where there is a tap size to match and/or applications where speed outweighs the need for precision. It’s significantly faster to tap a hole than to mill out the entire thread. Tapping is also more economical in some ways, because it is possible to tap by hand or with a tapping arm - so you don’t need to take up time on your mill or programming - albeit, you would be adding another operation outside the machine.
Thread milling is preferred when you are looking for a very precise thread (or want to have the ability to control the fit), if you work with a variety of varying hole sizes, or if you’re working with odd-ball (custom) threads. Arguably, the biggest advantage to using thread milling versus tapping is flexibility. Once you tap a hole, the size and position of the thread are set, whereas if you’re using a thread mill, there is room to adjust for fitment. There is a lot of value in being able to easily comp out a thread diameter to allow clearance for things like coatings without having to purchase special tools.
This flexibility is also apparent in the types/sizes of holes in which you can create threads - taps require a different tool for each hole-size and geometry of thread. While you may still need different thread mills in your tool box, each tool is capable of a much broader range of work. So long as your thread mill fits your desired geometry and fits in the hole, you can use the same tool for an array of different threading needs - including OD threading, which tapping cannot do.
Taps also require a lot of power to turn, when compared to a thread mill, especially when you are pushing into larger diameters or tapered threads like NPT. A 1” hole might be challenging for a smaller, lightweight machine to tap, but that same machine could easily thread mill a 1” hole.
Process reliability is another perk to thread milling. If a thread mill breaks or wears out in the middle of an operation, much of the time you can simply replace the cutter and pick up where you left off with that part. Breaking a tap in a part has an array of challenges and can sometimes ruin an entire part.
How To Thread Mill
Often, one of the biggest reasons CNC-users don’t use thread milling is because it isn’t nearly as simple as tapping. Depending on what kind of thread mill you’re using and the geometry of your thread, the programming is going to have to follow suit.
While it seems intimidating, it doesn’t have to be.
John Saunders put together the Ultimate Guide to Thread Milling on his website, and even did a video explaining.
If you’re already familiar with the process of thread milling, but are intimidated by it, we’ve worked to make it simple to start thread milling on your mill. Tormach CEO, Daniel Rogge, is one of the minds behind our PathPilot Control System, and he did a couple quick tip videos to explain how the software team has made conversational thread milling easier.
Making threads is essential for almost all machining processes. Whether you’re looking to use taps or thread milling, Tormach has you covered.