
Here's a Fab Lab Skill Builder video tutorial on how to use a dial test indicator to locate the center of a square or rectangular workpiece.
The technique is simple to understand and really easy to do on a CNC since you have the advantage of DROs to tell you exactly how far the machine has moved, but you'll want to practice a few times to get the hang of it if you've never done this before. Here's the idea:
- Approach the first side of the part and slowly jog the dial into the part until the dial reads zero. You'll want to rotate the dial back and forth through a small arc to make sure you have found the tangent point - the point of maximum deflection of the tip when it contacts the edge. Set that location as "zero" on your DRO.
- Jog the dial indicator out of the way and move to the opposite side of the part. DO NOT Adjust the preload or position of the dial test indicator.
- Approach the opposite side in the same manner, positioning the dial so that it reads "zero" when at the tangent point of the other side. Note the DRO reading. The center of the part is located at 1/2 the distance indicated on the DRO.
- Repeat the procedure above for the remaining axis to find the other center coordinate.
When done correctly, swing indicating can be very precise. Consider this method over an edge finder when you need to pick up a work offset on a previously machined part.
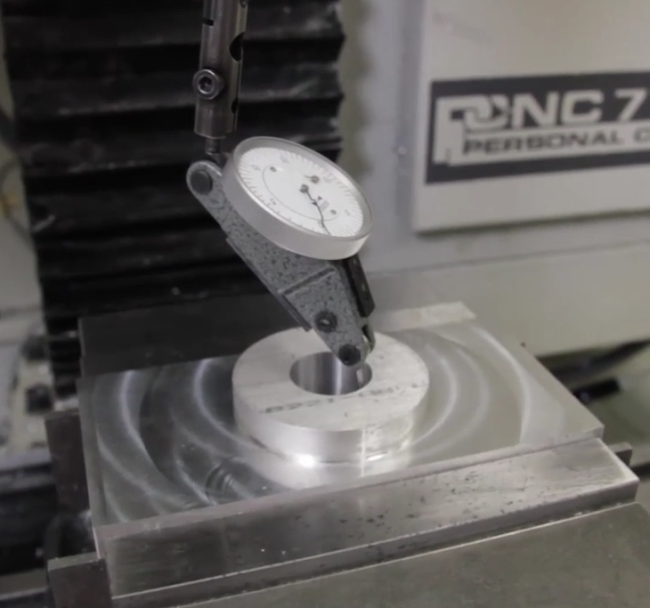
Here, Mike uses an ER-20 tool holder and collet to grab the stem of the dial test indicator, which works for most pieces. If you need to swing indicate a large piece, you can buy or make a special swing indicating rig - this one pictured below is what we make as the class project in our CNC Fundamentals workshop.
[singlepic id=506 w=320 h=240 float=center]
PS: Swing indicating can also done with a manual mill but it is a little more of an art form - instead of relying on the DROs to determine distances traveled, you need to position the spindle approximately above the center of the workpiece and have a swing arm long enough to position the dial just past the edge of the workpiece so you can "swing" into the edge while applying a slight preload to the dial tip.
- With a dial test indicator in the spindle, position the machine so that the center of the spindle is roughly over the center of the workpiece.
- Adjust the knuckles of the indicator holder so that a slight preload is applied to the tip when swinging an arc into the edge of the workpiece.
- Find the first edge by swinging a slight arc with your dial to locate the tangent point - the point of minimum tip deflection in this arrangement. Once you've found it, adjust your dial so it reads "Zero"
- Move the head up in Z so the dial clears the workpiece and can be positioned on the opposite side. Reposition the dial to indicate the other side, but DO NOT move X or Y on the machine. If you can't reach the other side, the swing arm of you dial indicator holder isn't long enough and you'll need to start over from step1.
- Now, carefully swing into the opposite side and take the reading of the dial at the tangent point, slightly swinging an arc as before. Divide this number in half to determine the distance to move the center of the spindle so it is centered over the workpiece. For example, if the tangent point of the dial is at ".010", then you need to move the mill axis until the tangent point reads ".005"; this position indicates the center.
- Check your work by re-zeroing the dial at the tangent point of either side and comparing that reading to the opposite side When the tangent points of both sides indicate "Zero", the spindle is centered
- Repeat the procedure for the other axis.
Much less tedious with a CNC, in my opinion :). And a lot easier to explain as well.