
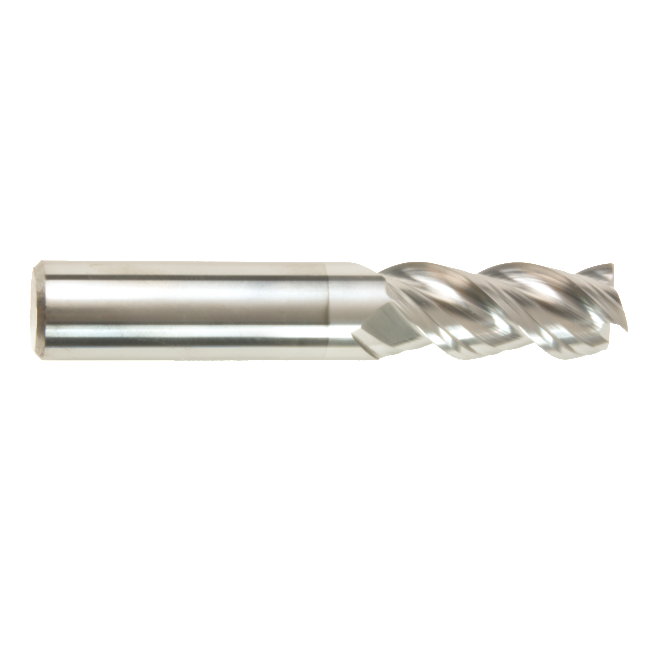
Application: General-purpose Aluminum and Brass machining, both roughing and finishing. Recommended Surface Speed: Up to 1200 SFM in Aluminum Alloy. We've recently started offering a line of 3-flute CrN coated end mills that our machinists really enjoy. These tools have 3-flutes with a cutting geometry optimized for aluminum machining, but what really sets them apart is the performance CrN coating. There are four main considerations when evaluating a cutting tool coating:
- Surface hardness
- Lubricity (i.e., slipperiness)
- Maximum working temperature
- Coating thickness
The perfect tool coating would be super hard, slippery, as thin as possible, and never break down as the cutter got hot. Of course, real materials don't work that way. There just isn’t one coating to rule them all, unfortunately. CrN and ZrN, a similar coating, are closely related tool coatings that have become favorites for aluminum machining in recent years because they hit a sweet spot that balances performance and economy.
When it comes to machining gummy materials like aluminum, brass, and copper, lubricity is extraordinarily important. Slick coatings, like CrN, resist chip welding problems – where chips stick to the cutter and clog the flutes or dull the edge. On the other hand, surface hardness is less important. While CrN isn’t hard enough to provide any effective benefits for steel machining, it is more than hard enough to cut softer metals like aluminum or brass. In these two respects, CrN is comparable to TiCN, a tool coating that had been widely used for aluminum machining for many years. It’s the third attribute, maximum working temperature, where CrN really widens its lead – the big advantage is that it can be run much hotter: Where TiCN breaks down above 400°C (750°F), CrN will continue to perform up to 700°C (about 1300°F). This is well into the temperature range where aluminum alloys get soft and start to cut less like metal and more like butter. The end effect is that CrN coated tools can be pushed harder and last longer in aluminum and other non-ferrous metals than uncoated tools and even TiCN-coated tools.