

I can vividly recall my first year of trade school. I was ambitious and eager to absorb some amazing new skills as a toolmaker and stoked to be machining exceptionally intricate parts that would impress my friends and colleagues.
You can certainly imagine my disappointment when the first major project assigned was a set of ordinary, rectangular blocks with a flurry of holes through each side. From the print and syllabus, I learned that I was going to be spending a great deal of time with these dull blocks. Manually milling, drilling and tapping; followed by heat treat, then relentless hours on the surface grinder. The grinding was the worst, as we were tasked to make each one perfectly square, to size, and an exact match to each other. There was a great deal of grumbling at the granite block between each inspection, but we all trudged on and finished our blocks. In the end, I managed to make an immaculate set, but was even more delighted that the project was finally complete. At the time, I did not realize that I just finished making what would become one of the most used tools in my box: my 1-2-3 blocks.
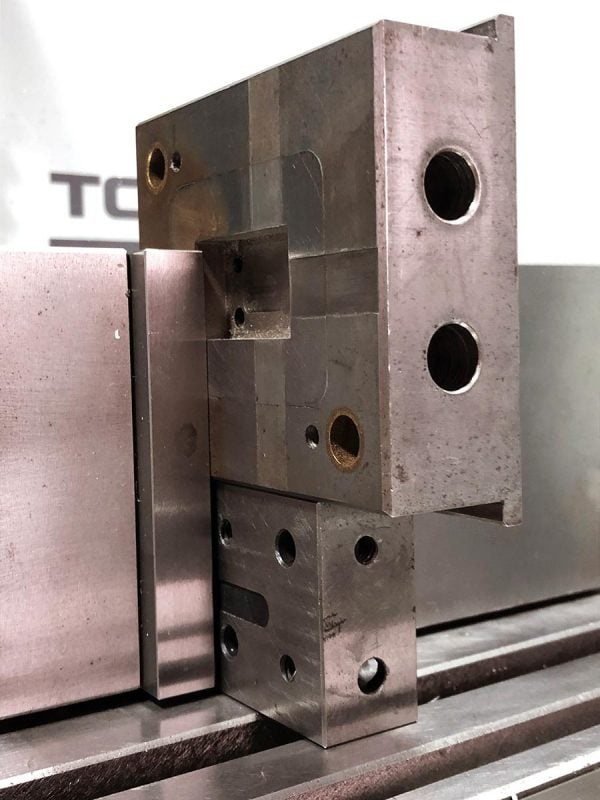
A quick primer for those who are unfamiliar with this multi-use tool, as they are not merely just a project that was designed to frustrate and torment new machining students. A 1-2-3 block is quite simply, a block of hardened steel, that is precision ground to exactly 1” x 2” x 3”. Typically, but not always, there are holes drilled and tapped into the blocks so that they may be bolted together in a variety of configurations for use in the shop. The versatility of a 1-2-3 block set is frequently overlooked by machinists who are new to the trade. Their usefulness may also be minimized by seasoned machinists that have a variety of fixturing and metrology equipment at their disposal. I have personally found that my set has earned its spot in the top of my toolbox and would love to share just a few of the applications where I have been grateful to have it within arm’s reach.
Tool Touch Off and Verification:
I thought that I would start off with one of the most widely used applications, especially in CNC. While touching off a tool with a sheet of paper to the workpiece and setting your DRO to .003” is very common, I have always been hesitant to use this method. My background is mold making, where Z0 is typically set at parting line (where two mold halves meet). The thought of dropping a carbide tool onto a precision ground surface with only paper as a buffer, makes me a bit squeamish. If I become overzealous with my handwheel, I could potentially damage this surface. My weapon of choice when manually touching off tooling is my trusty old 1-2-3 block. I would touch off, with just a hint of drag on my block and enter the offset as 1 inch, 2 inch, or 3 inch, depending on the side that I chose to use. You can also verify tool measurements with this method. Calling up a tool and directing it in MDI to travel to Z3.0 will allow you to check your offsets within a safe distance from the top of the part.

Grinding Applications:
Anyone who has thrown a part from a magnetic chuck on a grinder can appreciate the usefulness of these flat, bulky blocks. When grinding on taller parts that do not have a great deal of surface area contacting the chuck, I block my part in with a set of 1-2-3 blocks. This bit of extra support around your part can significantly reduce the odds that the work you are grinding will become a projectile. I also use my 1-2-3s to position my precision vises square to the back rail of the grinding chuck, without having to be all the way against the rail.

Measurement and Layout:
I have seldom in my career, stood behind a granite table that did not have a trusty set of 1-2-3 blocks somewhere in the mix of metrology tools. There is one note that I would like to make before getting into measurement and layout applications. It is not uncommon for shops to designate an inspection set of 1-2-3 blocks. This ensures that swarf and chips from machining do not make it onto the pristine surface plate. Frequently, these inspection blocks are typically of a higher quality and have gone through a verification process to be certain that they meet specifications.
I typically like to keep a pair around when I am measuring pockets, blind holes or cavities. They are especially useful for quickly verifying my depth mics on the go. My set of mic blades run from 1-6 inches, therefore, it is a quick and easy tool for checking for the entire set. The blocks can also be used to measure areas that are not easily accessible or that are outside of the scope of the standard metrology equipment in a small shop. For example, features or walls that are deeper than six inches. Instead of investing in a longer set of blades for a limited application, it is common to use a 1-2-3 block as a surface to mic down to. (Provided the floor is flat and free of debris, this method should be accurate within a thou, as air displacement is also a factor.)
As a premium set is going to be square, you can use it to check that profile walls are a straight 90 degrees. The sets are modular, so you can bolt the blocks together at different angles, which can be very handy if you need a standard for components with a common angle.
Another common application is quick and easy layout work. If you are marking a block that has a set of features that are spaced nominally 1 inch apart, you only need to set up your height gage once, then use the blocks as a riser. Layout work becomes incredibly quick with a set of blocks and a carbide scribe for your gauge.

Mill Set Up and Fixturing:
Last by not least, this is by far my favorite use for these versatile blocks. In the absence of advanced modular systems and a limitless array of fixturing, 1-2-3 blocks have been the champion of many unusual workholding solutions throughout my career. While they are frequently used as stand-offs to clamp plates up off of the mill bed for through drilling/milling operations, the scope of their use is as expansive as the resourcefulness of the machinist performing the setup.
The use of 1-2-3 blocks as standoffs is not just limited to workpieces, as they can bolster the flexibility of other accessories as well as fixturing. Using a set of blocks under a 4th axis can extend the capacity of your rotary table. If you have a 6-inch clearance but need to fixture a part that has a feature that extends past this dimension, a set of blocks can help you clear the mill bed. (Of course, you may also need to step up the tailstock as well, so having a few sets may be valuable in this case.)
Using 1-2-3s with fixtures, such as a vise or 3-jaw chuck, can truly be helpful when trying to create a rigid setup for longer work pieces. Our CNC vise is square, so flipping it 90 degrees and adding a few support blocks can reduce chatter for an otherwise precarious setup. Facework on longer cylindrical parts can also be held more securely towards the top with the help of a few supportive units.
Positioning 1-2-3 blocks as a jack for securing longer workpieces or fixturing outside of a vise is also common practice, and another one of my favorite trade tricks. There is a great deal of flexibility here, as the bolt is adjustable, so you should be able to get a secure point of contact to the component that you are wishing to support.
If you are looking for a quick and easy work stop for some longer run jobs, 1-2-3 blocks are extremely efficient. Simply hold a block flush to the end of the vise jaw, slide your workpiece against the block, and secure the vise, and you should be ready to go for some consistent production runs.
While there is a plethora of other uses for these handy little multi-tools, there is only so much that will fit in a single blog post. As with any type of machining trade trick, an open mind and a little ingenuity goes a long way. We would love to hear how other machinists in our community are using their 1-2-3 blocks, so feel free to send us a comment or throw a #madewithtormach on your social media posts! (Even if you are just using them to hold down your blueprints when the fan is on!)
Written by: Jenny Bannink, Tech Support Specialist & Machinist Extraordinaire
