

A good vise is a fundamental tool for precision machining. In addition to choosing the right size vise for your machine, identifying the right types of vise for workholding is critical to making sure your workpiece is secured while its being milled. There are a three types of vises that you’ll commonly encounter in CNC milling – the machinist vise, the CNC vise, and the toolmaker vise.
Machinist Vise
The machinist vise design is popular because it is a great multi-purpose workholding tool. It has the advantage of a flanged bottom, which offers more surface area to stabilize the vise and a convenient way to clamp the vise to the table or other surface. This is great, except it takes up a lot of space, which is fine if the CNC mill table is large enough. All high quality machinist vises are “lock-down” vises which means that the moveable jaw is less likely to rise up while the vise screw is tightened
CNC Vise

The CNC vise takes on the challenges of a machinist vise by offering a more compact design with all the rigid holding of a machinist vise. Its smaller stance means multiple vises can be used simultaneously in a minimum amount of real estate. CNC vises are precision ground on multiple sides so they can be clamped sideways and horizontal. The lack of the flange makes securing them to the table slightly more challenging, but that can be addressed with special table clamps that are included with the vise. CNC Vises are also a lock-down design.
Toolmaker Vise
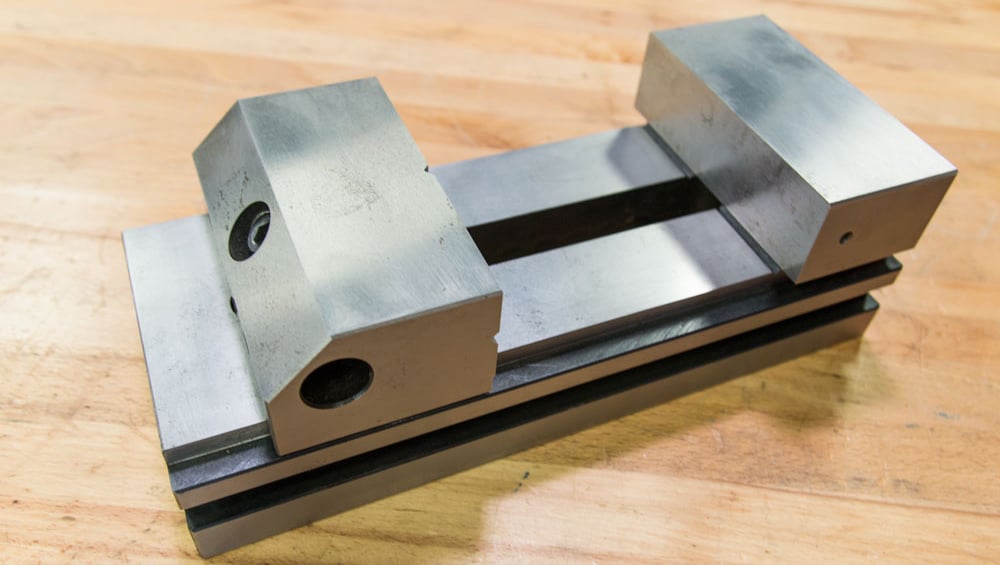
The toolmaker vises are smaller, inexpensive, and quite accurate, but more cumbersome to use, because the tightening method is a multistep latch instead of a full length screw. Toolmaker vises are popular when the work needs to be moved from one machine to the next. You can leave the work in a small toolmaker vise and move it to another machine without disturbing the workpiece, including to a drill press, mill, surface grinder or to a larger machinist vise. While it keeps the jaws from raising with a lock-down like design, the toolmaker vises normally do not have accessories like replaceable jaws or work stops like the machinist and CNC vises do.
Workholding History
Today’s staples of workholding are the evolution of trial, error and creativity. The concept of securing workpieces has been around for centuries, with early versions depicted in Egyptian tombs. Their version of clamping included a robe being wrapped around a workpieces and then inserting a stick, which was then twisted to clamp the piece down.
Thankfully, the screw was invented, which eventually led to the genesis of the modern vise in the mid-1700s. Early wooden screw vises were improved with precision ground metal designs, and then came the concept of lockdown vises, to, again, make them more accurate. Before lockdown vises, the jaws around the workpiece were liable to lift and tilt slightly as the screw was turned forward, since it didn’t apply force directly to the movable jaw. Lockdown vises have a joint mechanism inside and underneath the jaw, which translated the forward force of the screw into forward and downward forces on the jaw. This holds the jaw down and square to the base, even if the work is elevated and only held by the very tops the jaws.
Workholding is constantly being reevaluated by the makers and doers in machining, so this is by no means the last word on vises, but it is an interesting review of how the vise on your bench came to be.