
Deep pockets with tight radius corners are a real headache. Imagine a 2″ deep pocket that needs 1/8″ radius corners. The biggest end mill that can get in the is 1/4″. But with a 2″ deep pocket, you’re facing an end mill with an 8:1 length to diameter ratio. It’s going to want to deflect like crazy, so you’ll have to go super slow to get it done. Plus, a smaller cutter is going to have to go slow everywhere else in the pocket. The bigger the pocket, the longer this will all take.
Consider how fast a 1/4″ end mill has to go (using our G-Wizard software to find feeds and speeds) to get it done in two passes:
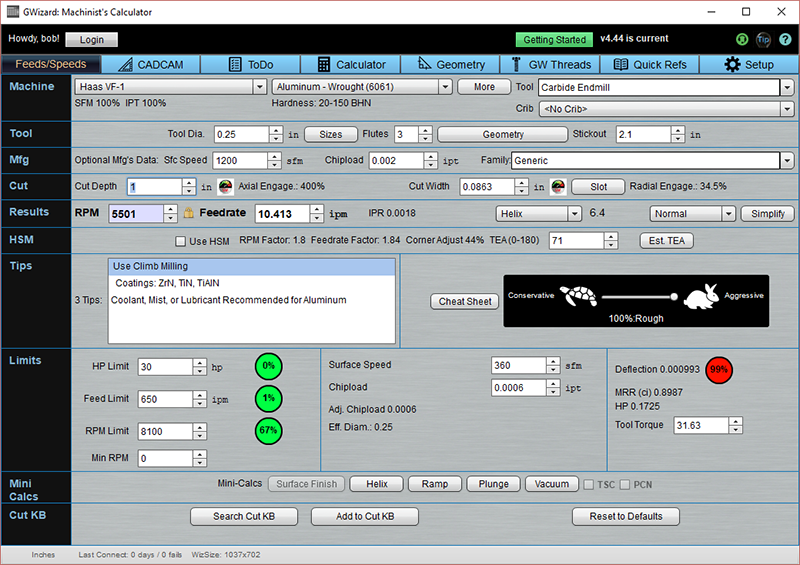
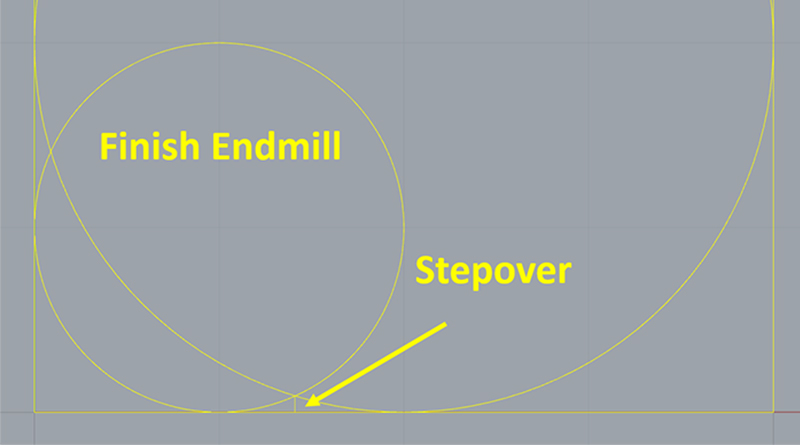
We wind up having to use a tiny 0.0863″ stepover to get the Deflection just barely (99%) within limits. MRR on this cut is only 0.8987 cubic inches per minute. That’s slow going!
What if we could use a 1/2″ end mill instead?
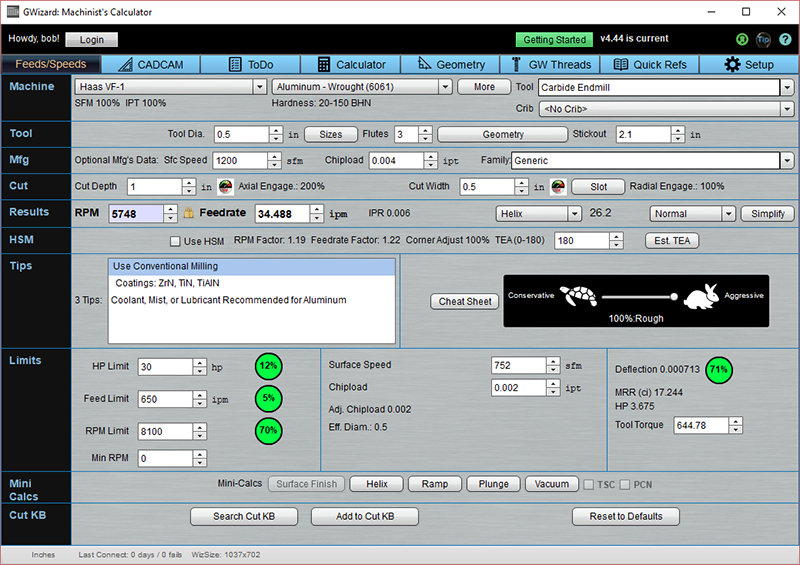
We can use full slotting if we want to for a whopping 17.244 cubic inches per minute and the deflection is no sweat. That’s before we even optimize the cut to use an HSM toolpath like adaptive clearing or volumill to get even more.
Think of it, our MRR is about 19x faster. Now we’re talking!
Just one little problem. We can’t cut those 1/8″ radius corners with that end mill. What to do, what to do?
First thing is to ask the customer or whoever designed the part if they really need 1/8″ radius corners? Would a larger radius do? Because the part is a lot cheaper if it would.
But, assuming you must deliver those corners, it’s time to have a look at a technique called “corner drilling”.
Here’s a diagram to help you visualize the idea behind corner drilling:
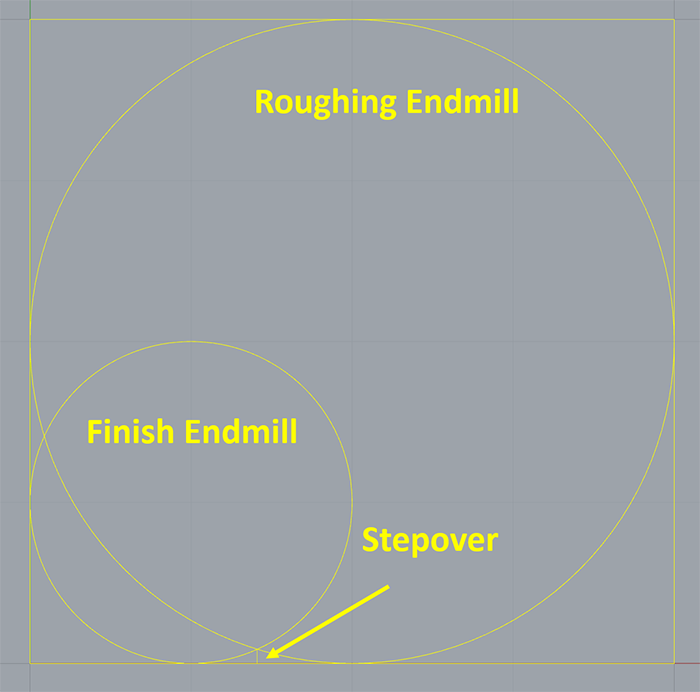
You can see the small, finishing end mill sitting right in the corner of the pocket. A larger (2x the diameter) roughing end mill is sitting as close as it can get to the corner. And the short line segment marked “Stepover” is the amount of finishing allowance we want to leave for the small end mill.
The operation is going to work like this:
- Use a twist drill the diameter of the Finish Endmill (or the corner radius times 2) to drill a hole in the corner. Don’t put the edge of the hole right on the pocket wall because you’ll never it it to line up exactly right and look right. Rather, inset it diagonally away from the edge by and amount equal to the Stepover. We do this before roughing out the pocket so we’re not drilling a partial hole, which can lead to problems.
- Now rough out the pocket with the larger roughing end mill.
- Finish using the smaller end mill that fits the corner and a finish allowance equal to the stepover.
For this ratio of cutter sizes (e.g. Rouger is 2x the Finisher), the Stepover is 0.0884 times the finish end mill’s diameter. That’d be 0.0221″ for our example, which is less than our deflection-limited cut width of above, so we’re in fine shape.
You’ll need a toolpath that does “corner peeling” to finish the corners because the material to be removed there is more than the stepover, but most HSM paths will do a fine job with that. They often don’t leave the best finish, so you might do 2 operations:
- Run Adaptive Clearing to get the whole finish outline to within the stepover allowance.
- Do a final finish pass with that Stepover from the perimeter of the pocket.
See how much faster that’ll let you manage that nasty deep pocket?
The post originally appeared on the CNC Cookbook blog.