

It’s fairly common to find machines that have multiple spindle options available. I don’t mean that you can specify multiple options, but that there are actual multiple options delivered with the machine.A very simple example would be multiple pulley ratios. More exotic would be sub-spindles, for example a high-speed auxiliary spindle or speeder on a mill. How does G-Wizard handle multiple spindle options? The easiest thing to do is just to add more machine profiles, where each profile corresponds to one of the options. I recently had a customer approach me about setting up for a Kress high-speed sub-spindle he had mounted on his Tormach for acrylic work. Mounting an auxiliary high-speed spindle, such as the Kress or a trim router, is a very common thing to do, and it can add a lot of flexibility.

The high-speed spindle is perfect for Barnett’s gorgeous custom car badge work. It’s all 3D profiling with small endmills and small step overs, so being able to keep the feedrates and RPMs up with the faster spindle really helps get the work done a lot faster. By the way, if you like the idea we’ve got a whole page of similar auxiliary high-speed spindle rigs to give you some inspiration to create your own. Getting back to our story, Tormach sells an inexpensive kit to clamp a Kress high-speed spindle to the PCNC 1100 spindle.

And here’s the additional profile I had my customer create for the Kress spindle. 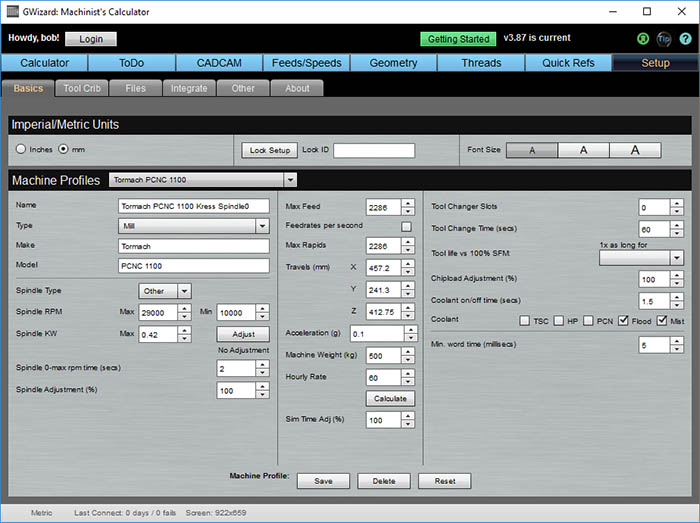
The steps required to create this profile were simple. After going to the Setup Tab:
- Select Tormach 1100 machine profile
- Change name to be Tormach 1100 Kress Spindle
- Save. Now you have both regular 1100 and Kress spindle to use as you like
- Change Spindle to “Other” instead of R8
- Set min/max RPMs
- Set 0.420 KW power
- Save
Done! By the way, creating a profile like this is a good way to evaluate alternatives and see how well they’ll perform for your work. 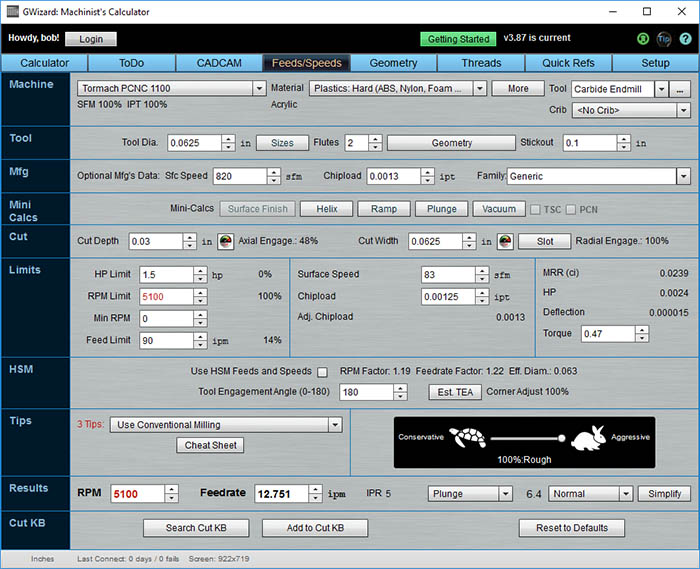 Consider using the Tormach without the sub-spindle. Let’s set up a cut with a 1/16″ endmill in the Tormach’s main spindle on some acrylic. It’s not a very extreme cut – the tiny cutter ekes out 0.0239 cubic inches a minute material removal rate. We’re using a fraction of the available horsepower, but it’s all we can do because the RPM’s are maxed out. Now let’s try the same cut with the Kress profile.
Consider using the Tormach without the sub-spindle. Let’s set up a cut with a 1/16″ endmill in the Tormach’s main spindle on some acrylic. It’s not a very extreme cut – the tiny cutter ekes out 0.0239 cubic inches a minute material removal rate. We’re using a fraction of the available horsepower, but it’s all we can do because the RPM’s are maxed out. Now let’s try the same cut with the Kress profile. 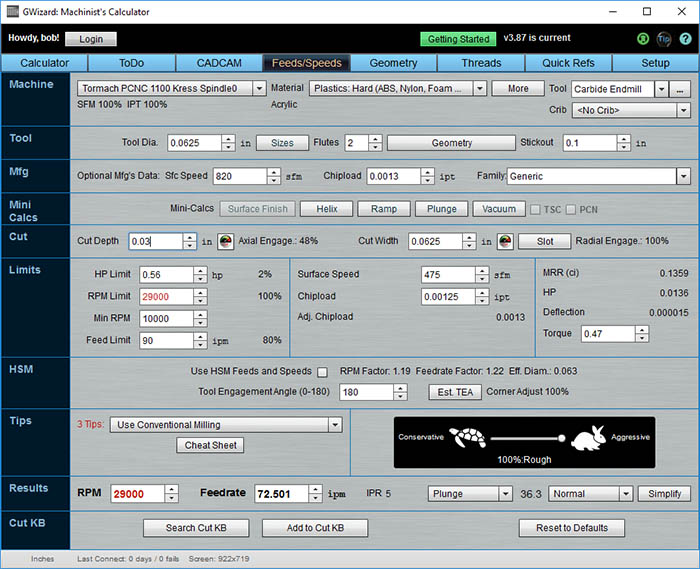
The Kress is delivering 0.1359 cubic in/min MRR – almost six times what the base Tormach can do. When was the last time you could spend circa $400 to get a job done six times faster? That’s what the Kress kit from Tormach costs. If you’re working with smaller endmills in soft materials, they can make a huge difference to your productivity. Use G-Wizard today to figure out if this makes sense for your job.