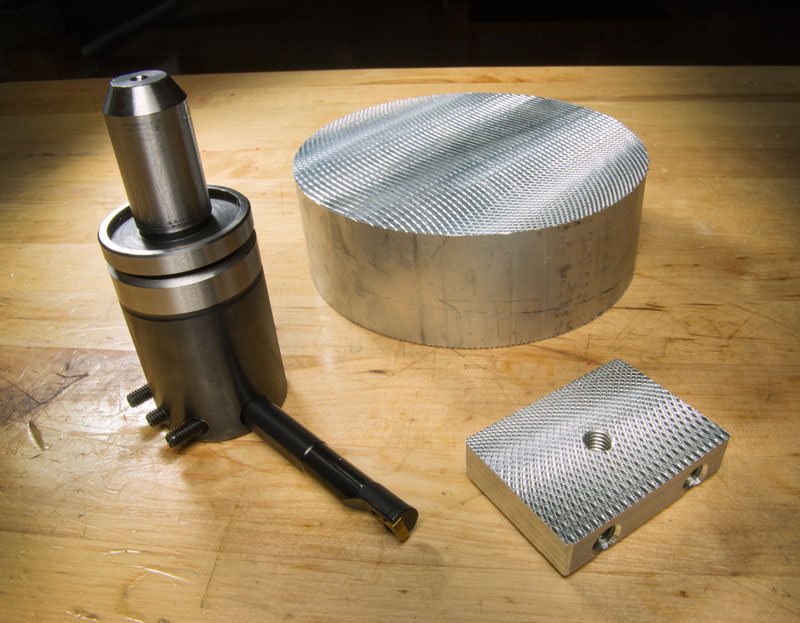
Students have a lot of questions that come up during our monthly CNC Workshop. Recently, a student asked Jason Pulvermacher, a machinist here at Tormach, how to mill a flat knurling pattern, like those found on the pocketknife grips.

Students have a lot of questions that come up during our monthly CNC Workshop. Recently, a student asked Jason Pulvermacher, a machinist here at Tormach, how to mill a flat knurling pattern, like those found on the pocketknife grips.

For those that just can’t put a square peg in a round hole, there’s rotary broaching – a milling method that produces a hexagonal or other polygonal holes. First, a pilot hole is drilled into the work piece, followed by a chamfer at the top – chamfering is not necessary, but for a better quality broach, it is highly recommended.
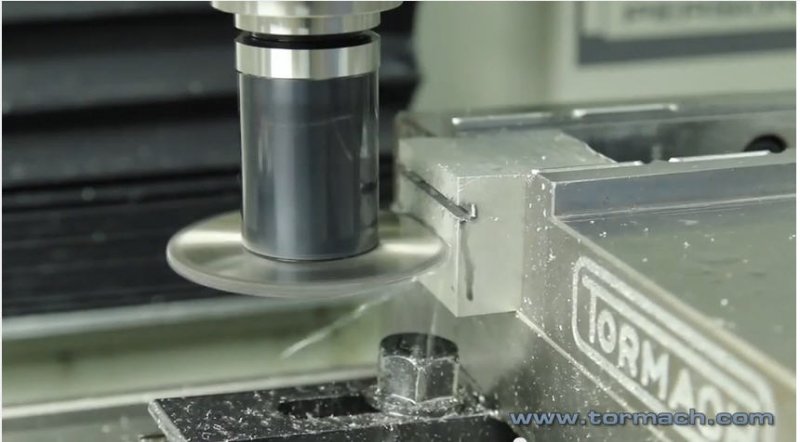
Don't forget about slitting saws when you have a part that calls for a deep slot. With a slitting saw, slots with a large depth-to-width ratio can be made both faster and straighter than with a long and skinny endmill. There are two slitting saw arbor sizes available in our TTS toolholder lineup: 1" and 1/2". These are keyless arbors, so they will work with both keyed and keyless slitting saws. We also have a selection of HSS slitting saws to fit these arbors.
We've had a few questions on how to use the ER-series Tension/Compression Tapping Heads.

We have recently started offering a new auto-reversing tapping head, made exclusively for us by Procunier in Lakeland, Florida. You'll find Procunier tapping heads used in machine shops around the world - they're a bit pricier than some of the other tapping head options we sell, but also really excel when using very small taps or when there is a need to tap a lot of holes at once (high duty cycles).
Here's part 2 of our Boring Head Basics video, OD turning
{kind=link}