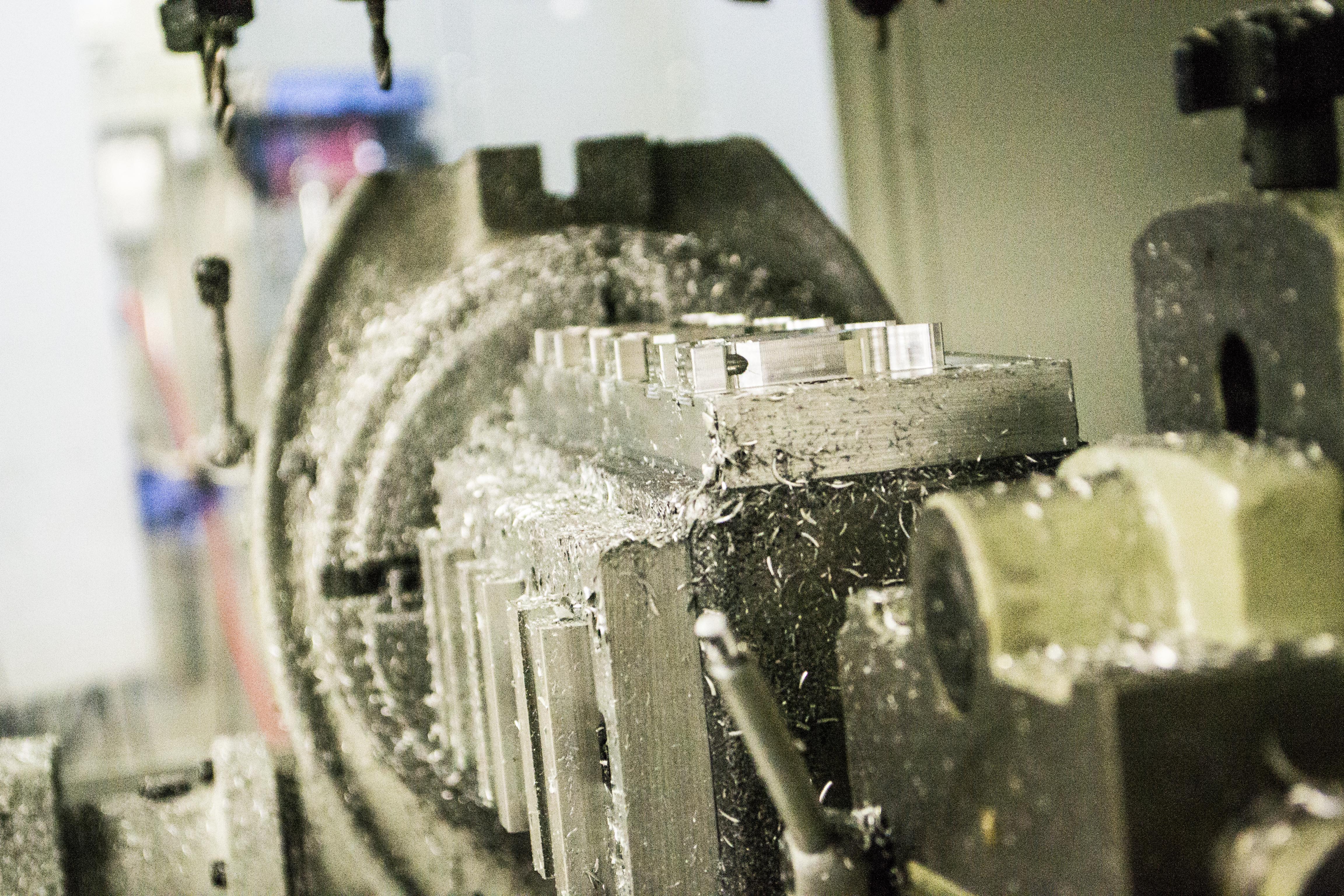
Fixturing is arguably one of the most complex and challenging (yet fun) parts of machining. Having the proper workholding and fixturing can make or break a production run, but in some cases, it can even break your part.


Fixturing is arguably one of the most complex and challenging (yet fun) parts of machining. Having the proper workholding and fixturing can make or break a production run, but in some cases, it can even break your part.

Machining parts is easy... work-holding is the hard part! Fixturing, part setups, and work holding is a never ending skill. Any time I have the chance to tour a factory, walk a trade show, or talk shop with another machinist, I try to learn as much as possible about workholding.

Learning to machine has long been considered a journey. There is always something new to learn, as well as skills and techniques to perfect. Machining knowledge often can’t be just simply taught, it often requires hands-on learning and some serious time at the machine.
When you’re looking to do production work, or just looking to machine multiple parts at the same time, a CNC tombstone provides a way to fit several parts for many different operations into the same setup. When combined with an automatic tool changer (ATC), a tombstone can provide an easy solution to milling multiple parts that you can set and forget while your parts are machined.

We’ve all been there – that moment of panic when the machine makes an awkward noise or the spindle seems like it’s making a rapid move just a bit too close to the vise. When you learn to trust the machine and your programming, things become so much easier, but there are still a few mistakes that folks worry about making that really shouldn’t be a concern.
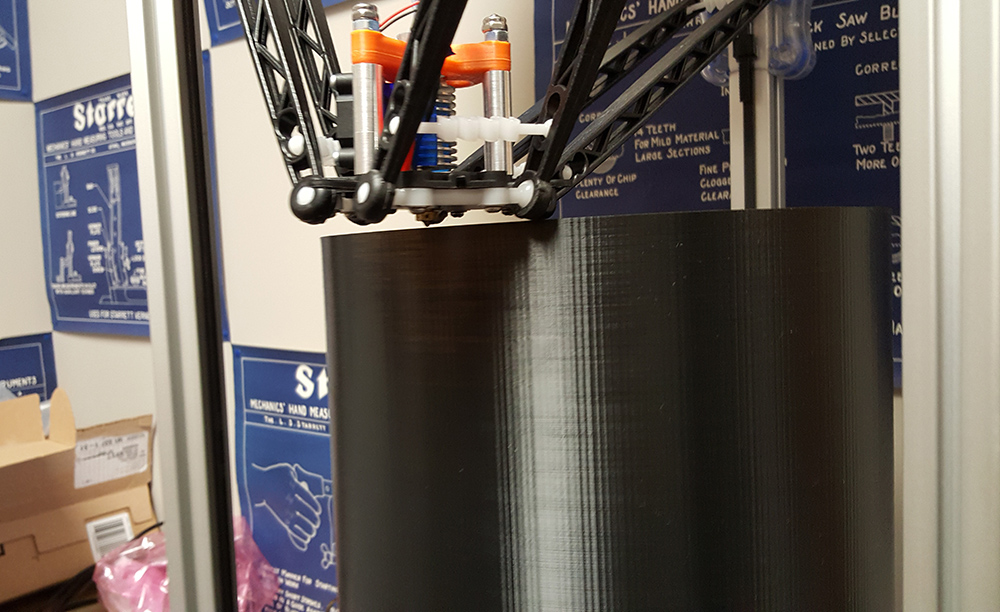
Fixturing and workholding is not only important for milling and machining, but it’s also vital for prototyping and QC processes. While 3D printing may not be as rigid or robust as other forms of workholding, these can be part of the advantage to 3D-printed fixturing.